 |
Post Blender Conditioner A circular flat bottom surge bin equipped with four horizontal sweep arms agitates a full blended batch, keeping the ingredients moving. The Post Blender Conditioner was placed at the outlet of the blender where the height was limited. Read Project Profile |

and Dust Collection for the Baking and Snack Food Industry
Baking and Snack Food Applications
Manufacturers of baked goods and snack foods can rely on Camcorp’s pneumatic conveying and dust collection solutions to automate manual procedures that enhance production efficiency, offer quality control, and lower labor costs. Plant managers and engineers are aware of the reliability of Camcorp’s dust collection and pneumatic conveying systems for use in baking and snack food applications.
Starting with truck or rail unloading, storage, pneumatic conveying to discharge devices, scale, weighing, and batching, we provide a wide range of products for baking and snack processing systems. Additionally, managers and engineers of baking and snack plants don’t have to handle many equipment suppliers because Camcorp also builds dust collecting systems to meet application requirements.
Benefits of Pneumatic Conveying and Dust Collection Systems
- A single point of contact with project management
- Increase efficiency
- Increase the capacity of bulk unloading
- Minimize new equipment purchases
- Minimize product or material breakage.
- Emission standards and regulatory compliance
- Increase the accuracy of ingredient batching.
- Increase the consistency of ingredient batching.
- Increasing processing flexibility
- Automate manual operations.
Storage
Dust from bucket elevator legs, transfer points, work hoppers, and bins can be ducted to a fabric dust collector to reduce housekeeping and combustible dust explosions. Air is displaced as flour and sugar are emptied into storage bins and silos, creating dusty air. Bin vents installed on top of these bins collect the dust as it’s created.
- Truck and railcar loading and unloading.
- Receiving and transferring
- Silos, bulk bag unloaders, bag dump stations
Transport
Pneumatic conveying systems can be configured to send product to numerous locations from a single source (pressure system), have several sources supply product to a single source (vacuum system), or a mix of the two, depending on the requirements. Plant managers may be assured of safe food handling when products are transferred within food-safe pipes and tubes.
- Low maintenance
- Fewer moving parts
- Fast, accurate distribution of product
Discharge, Weighing, and Batch Processing
It is essential to your business’s success to produce a product that is reliable in both quality and consistency for your clients. Your system is equipped with only the most advanced control systems, which helps to ensure that all of its components, such as blowers, fans, airlocks, and scaling devices, work as intended at all times.
- Rotary airlock feeders
- Scale Hoppers
Conditioning
Experts in pneumatic conveying at Camcorp are aware that humidity and temperature have a significant impact on your production process. When product is transported excessively hot, plant managers may have to deal with unplanned downtime or decreased output in addition to the negative effects on product quality.
- Dehumidification
- Temperature controls
 |
Automated Dry Bulk Ingredient Handling System Properly Delivers and Stores Granulated Sugar
Application: Dry Bulk Material Handling System |
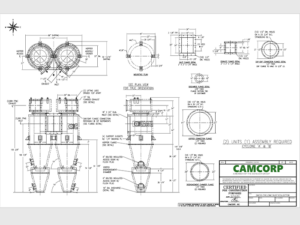 |
Getting Creative with Height Limitations
A quad cyclone installed to separate air from fish protein was ideal for the application due to height restrictions in the building. Because the cyclone was aspirating a dryer where temperatures were higher than ambient condensation was a concern. System features: |
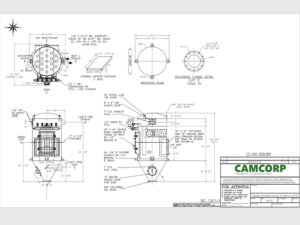 |
Powdered Sugar Terminal Pulse-Jet Filter Receiver
Application: Vacuum filter receiver |
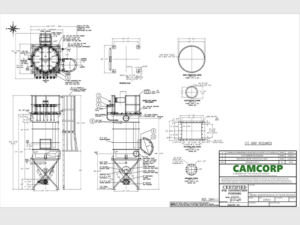 |
Flour Dusting and Dust Reclamation System
Flour is sent to dust the product and excess flour is sent back to the filter receiver. Periodically the flour inside the hopper is refilled. Filter receiver features: |